Online Course Support
go to WEEK 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 MSE 5090: Case Studies in Material Selection

Student Case Study Guidelines - Technical Solution Criteria; Non technical Constraints; and Conclusions and Recommendations
Contents of this page:
Case Study: A look inside Snowboard Construction Components Material Selection Ideal Case Study: A look inside Snowboard Construction Components1
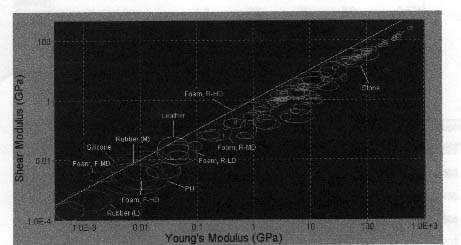
First, the CMS software was used to create a graph plotting the shear modulus versus the youngs modulus of all the materials in the database. This can be seen in Figure 2, a larger and clearer version of this plot can be found in appendix 1. In the plot the ratio of (Gc/Ef) is maximized. The highlighted and labeled regions indicate the possible candidate materials.
Figure 2. The plot created by the CMS software indicating the top candidate matenals It is not surprising that the overwhelming majority of the materials are polymers. In all eleven candidate materials have been selected. These eleven candidate materials are listed in a table 1, along with their available pertinent material properties. Also shown in table 1 are the weighting factors, ranking each property with a magnitude from 1 to 5. It should be noted that the inverse quantity of the density and cost were used in the weighting of the candidate materials. By inverting these quantities the cheaper, and less dense (lighter) materials were given a better opportunity to rank higher.
.
Candidate Material Tensile Strength (Mpa) % Elongation
to failureShear Modulus (Mpa) Density^-1 (cm ^3/g) CoSt^-1 (kg/£) Elastomers(EL), low stiffness (Rubber (L)) 10.0 400.0 1 0.9 1.000 Elastomers(EL), med stiffness (Rubber (M)) 20.0 350.0 4 0.9 1.000 Foamed polymers, flexible (high density) 3.0 100.0 8 2.6 0.625 Foamed polymers, flexible (med density) 0.3 120.0 3 8.3 0.625 Foamed polymers, rigid (high density) 7.5 7.5 450 1.8 0.571 Foamed polymers, rigid (med density) 2.2 7.5 100 14.3 0.571 Foamed polymers, rigid (low density) 1.3 7.5 25 5.0 0.571 Leather 35.0 60.0 35 1.1 0.200 PolyUrethane (PU), flexible 38.0 550.0 5 0.9 0.417 Silicone (SIL), elastomers 12.5 400.0 10 0.5 0.250 Stone 20.0 0.1 30000 0.4 2.000 Weighting factors (1-5) 2 4 5 1 3 Table 1. The weighting tables of the preliminary materials.v
Weighting
gRatioElastomers(EL), low stiffness Rubber (L) Elastomers(EL), med stiffness Rubber (M) Foamed polymers, flexible (high density) Foamed polymers, flexible (med density) Foamed polymers, rigid (high density) Foamed polymers, rigid (med density) Foamed polymers, rigid (low density) Leather PolyUrethane (PU), flexible Silicone (SIL), elastomers Stone (Not Practical) Based on this weighting chart the two runaway materials are flexible polyurethane (FPU) and high density, rigid foamed polymers (HDFP). Of the two, the FPU material is probably the best candidate for the job. The justification for this is based on overall better physical properties. If this decision were to be based solely on the shear modulus, then the HDFP would clearly be the best candidate of the two. However, because the tensile strength and the %elongation to failure for the HDFP are significantly less than that of the FPU, the FPU becomes the material of choice.
It should be noted at this point that there are some other properties not consider in this study including adhesion properties, and shore hardness. These properties were excluded from the weighting due to a lack of available infonnation in literature for all the candidate materials. It would be important at this junction to obtain samples of the two materials that have been found and test them in the construction of a snowboard to verify the legitimacy of both the materials and this case study.
Material Selection Real World
The process that DNR, USA used in selecting the replacement material started with in house testing of the original material. Properties that were determined were tensile strength, shore hardness, surface texture, and adhesion properties (peel strength)2. Once these properties were determined domestic manufactures were contacted and asked for samples of materials with similar properties. These samples were then subjected to the same tests that the original material had undergone. Table 2 is some of the actual data obtained from one of the most important of these tests, the peel test.
Notes:
Sample Surface Finish Thickness (mm) Type D
Duro #Specimen
#1Average Peel
#2Force(lbf)
#3Sample Average note # HBK (original) texture 2 27 33.5 38.2 31.3 34.3 2 UPS SBRINR texture 1.6 35 19.6 20 19.8 1 UPS Rubber for adhesion smooth 1.6 23 7.3 7.8 7.7 7.6 KHL Sample #4 large texture 2.4 24 25.7 26.2 27.1 26.3 CR0 Sample #2 buffed/sanded 2.8 12 22.9 24.6 25.7 24.4 GDC Sample #2 texture 1.4 17 8.3 9.3 8.7 8.8 2 Table 2. Physical data from the peel tests performed on the material that was sent to DNR from various manufactures.vi
1) Rubber failed in tension, no adhesion failure. 2) Rubber failed in shear during test. Once all the samples had been tested, the manufactures were again contacted. This time the good and bad properties of the original samples were discussed and new samples were ordered for testing. This continued until an adequate material was found. Once a material was decided upon, the pricing was checked to verify that cost was going to be reduced. When a reduced cost and lead time to get the material were verified DNR ordered a production quantity of the KHL 70 Duro natural rubber which met the bonding specification of >40 lbf, according to the DNR peel test method.vii
The search by DNR turned out to be a success, a cost comparison of the original material and the alternate material can be found in table 3. Table 3 shows that with the new material there are significant decreases in material cost per meter, as well as with the % of total cost for freight and duty.
Table 3. Cost comparison of original material and new material.viii
Material Size(mm) Cost ($/m) % Total Material Cost, for Freight and Duty HBK (original material) 250 x 2.1 $11.02 20% KHL (70 Duro NR) 250 x 2.1 $4.89 5% Comparison
In both of these methods the materials were selected based on favorable material properties, they were just different material properties. In the real world selection the final deciding factor was based on a materials ability to adhere to an epoxy resin, with the material properties used for selection in the ideal case used only to narrow the real world selection. In the same respect, DNR really did not do a case study similar to the ideal case study performed above, because the manufactures were willing to do it for them. As briefly mentioned above, the actual material that was used was the Duro 70 produced by KHL with large texture surfacing. It is debatable as to whether or not a formalized material selection would have made a difference in this case; the new material is very much like the old material with the exception of the surface texture. The bottom line is that a new material has been found that will eventually save DNR a lot of money without compromising the performance of the board. This makes the accountants, Santa Cruz, and the consumers happy.
The Learning Experience
In doing this project I have learned that an ideal material selection is just that, ideal. It is an excellent starting point, however, it has its limitations in the real world. The process does not account for all the variables, in this case I had no way of accounting for adhesion properties because I could not find anything in the literature about them. In other Words, this material selection process is a great tool to get an idea of what one is looking for, however, the only sure way to determine whether or not a material is suitable is to test it in a controlled environment.
1. Harper, J., Case Study: A look inside Snowboard Construction Components, 1998, pp 5-14. 2. DNR, USA developed a test for peel strength, the procedures and a diagram of this test can be found in appendix 2. References
i Marker International Annual Report, 1997. ii From interview of Joe Alter, engineer/plant operations. iii Benjamin, B.S. Structural design with plastics. pg. 198-200, 205-207. 1982. van nostrand reinhold company. iv Callister, W.D.jr. Material science and engineering: an introduction. pg. 115. 1994. john wiley and sons,inc. v Cambridge material selector, 1994. vi DNR, USA documentation 2/27/98. vii From Spec. sheet describing the KHL duro 70 material. viii From interview of Joe Alter, engineer/plant operations.
Appendix 1CMS 2.0 Shear Modulus vs Youngs Modulus
Appendix 2.1
Peel Test Procedure
Written By: Joe Alter
Date: February 4, 1997
Objective
The objective of peel testing is to determine the average peel force required to delaminate specific layers of a snowboard composite.
Test Procedure Outline
The peel test used is a derivation of the ASTM D3167-76 peel test procedure, see Appendix. The test specimen should be 1" in width, with a 2" separation initiated between the specific layers to be tested. At least a 6" peel length is recommended. The specimen is placed into a peel test fixture, see Figure 1, and peel force data is recorded by a material testing system, such as a MTS TestLine Mechanical Test System. The average peel force required to delaminate the specimen is then calculated.
DNR Lab Test Procedure
The average peel force for a specimen is determined through the following steps:
1. The MTS testing system is brought on line (please refer to MTS start-up procedure), along with the Testware-SX sofiware.2. The PEELTST.000 template is loaded, and the PEELTST default procedure is EXECUTED under MODE control. The directory and data file name will be entered at this time. This procedure has a ramp rate of 156 mm/min. (6.14"/min.) with an end displacement level of 177.8 mm (7.0"). For shorter or longer specimens, the PEELTST 100 or PEELTST 200 procedures can be used, respectively.
3. The peel test fixture is secured in the top hydraulic wedge grip, by the attached chain, so as to almost touch the fully extended lower grip.
4. The Force output signal is reset by highlighting it on the Load Unit Control panel and pressing AUTO ZERO.
5. The specimen is placed into the fixture, see Figure 1, and the lower grip is closed upon the flexible specimen layer.
6. The procedure is executed by clicking on RUN. Once the procedure has stopped, the data file should be closed by choosing the CLOSE FILE option under the DATA menu.
7. To test another specimen, open a new data file under the DATA menu and reset the test procedure under the CONTROL menu. Then continue from Step #5, above.
Data Analysis and Result PresentationThe peel test data files can now be viewed and edited through the use of a spreadsheet program, such as Microsoft Excel. The data files should be opened as tab delimited and will appear as shown in Figure 2.
An average of the peel force measurements is determined per specimen, excluding low beginning or ending data points, see Figure 3.
The average peel force of multiple specimens, taken from the same test sample, are then compared and averaged to determine the overall average peel force required, see Table 1.
Appendix 2.2

Last update 9-28-98